Leider habe ich bei meinem aktuellen versuch HPL zu fräsen einen Fräser abgebrochen. Ich habe die Vorschubgeschwindigkeit übersehen und diese war mit 2000mm/min zu schnell bei 1,5mm Zustellung.
des nächste Durchgang mit 0,5 mm Zustellung und 1400 mm/min bei 24k RPM hat dann super funkitoniert. Ich denke aber die Zustennung kann ich auf min. 1 mm erhöhen.
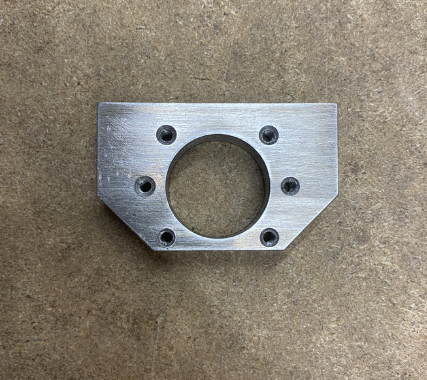
Ich benötige eine Frontplatte für meine CNC Steuerung. Diese möchte ich aus Alu machen. Nachdem ich nichts zu Hause hatte habe ich mir von Obi eine Aluplatte geholt. Leider habe ich mich nicht erkundigt welches Aluminium das ist. Soweit ich später gelesen habe dürfte es eine AL99,5 sein. Das schmiert beim Fräsen allerdings.
Ich habe folgende Parameter verwendet:
HPL steht für High Pressure Laminate, es ist also unter Hochdruck verpresstes Laminat.
Ich habe zum ersten mal versucht das Material zu fräsen und es hat auch super funktioniert. Gefräßt habe ich mit einem 3 mm 2 Schneider für Aluminium. Für die Drehzahl habe ich 24k gewählt bei 1400mm/min.
Heute habe ich meinen ersten Fräser abgebrochen. Es war ein 3mm 2 Schneider. Ich bin wohl zu aggressiv gestartet.
3mm 2 Schneider
1200mm Vorschub
1,1 mm Zustellung
25% Zustellung beim Schälen
Ich bin dann auf meinen 6mm Einschneider gewechselt. Das hat ganz gut funktioniert.
6mm Einschneider
1200mm Vorschub
0,6mm Zustellung
20% Zustellung beim Schälen
Ich habe zuerst die Variante Schälen und dann Parallel für die Tasche verwendet. Beider Ergebnisse sind gut geworden. Der Fräser blieb auch ohne Schmiermittel kühl.
Durch das stoppen zwischen der ersten und zweiten Tasche hat sich mein Nullpunkt anscheinend verschoben. Jetzt ist die erste Tasche 1mm zu weit oben. Ich muss einen Weg finden wieder zu meinem ursprünglichen Nullpunkt zu kommen.
Endlich wieder einmal gefräßt! Heute Aluminium mit einem Sorotec 6mm Einschneider bei 24k RPM, 1200mm Vorschub und 0,5mm Zustellung. Der Fräßer hat sich auch ohne Kühlung nicht erwärmt. Top Ergebnis!!